GUÍA DE RESOLUCIÓN DE PROBLEMAS DE JDCBEND
Guía para resolver problemas
La forma más sencilla de solucionar los problemas eléctricos es solicitar un módulo eléctrico de repuesto al fabricante de JDC.Esto se suministra en forma de intercambio y, por lo tanto, tiene un precio bastante razonable.
Antes de enviar un módulo de intercambio, puede verificar el flujo:
Si la máquina no funciona en absoluto:
a) Verifique que haya energía disponible en la máquina observando la luz piloto en el interruptor ONOFF.
b) Si hay energía disponible pero la máquina aún está muerta pero se siente muy caliente, es posible que el interruptor térmico se haya volcado.En este caso, espere hasta que la máquina se enfríe (alrededor de % por hora) y vuelva a intentarlo.
c) El enclavamiento de arranque a dos manos requiere que se presione el botón START antes de tirar de la manija.Si se tira primero del mango, la máquina no funcionará.También puede suceder que la viga de flexión se mueva (o sea golpeada) lo suficiente como para operar el "microinterruptor de ángulo" antes de que se presione el botón START.Si esto sucede, primero asegúrese de empujar el mango completamente hacia atrás.Si se trata de un problema persistente, indica que el actuador del microinterruptor necesita ajuste (consulte a continuación).
d) Otra posibilidad es que el botón START esté defectuoso.Si tiene un modelo 1250E o más grande, compruebe si la máquina se puede iniciar con uno de los botones de INICIO alternativos o el interruptor de pie.
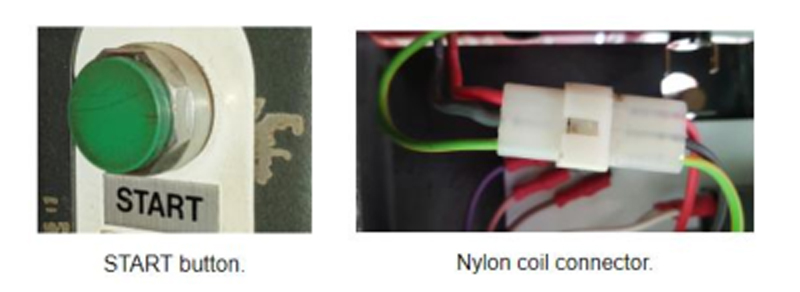
e) Verifique también el conector de nylon que conecta el módulo eléctrico con la bobina magnética.
f) Si la sujeción no funciona, pero la barra de sujeción se rompe al soltar el botón INICIO, esto indica que el capacitor de 15 microfaradios (10 μuF en el 650E) está defectuoso y deberá reemplazarse.
g) Si la máquina quema los fusibles externos o dispara los disyuntores cuando está en funcionamiento, la causa más probable es que se haya fundido un puente rectificador.Asegúrese de que la máquina esté desenchufada de la toma de corriente antes de intentar realizar reparaciones internas.
Un rectificador de repuesto adecuado;
Número de pieza de componentes RS: 227-8794
Corriente máxima: 35 amperios continuos,
Tensión inversa máxima: 1000 voltios,
Terminales: conexión rápida de 14" o "Faston"
Precio aproximado: $12.00 Imagen puente rectificador

Si la sujeción ligera funciona pero la sujeción total no:
Verificar que el "Microinterruptor de Ángulo" esté correctamente accionado.
Este interruptor es operado por una pieza de latón cuadrada (o redonda) que está unida al mecanismo indicador de ángulo. Cuando se tira de la manija, la viga de flexión gira, lo que imparte una rotación al actuador de latón.El actuador, a su vez, opera un microinterruptor dentro del conjunto eléctrico.
Actuador de conmutación
Actuador de microinterruptor en el modelo 1000E
(Otros modelos usan el mismo principio)
Actuador desde el interior
Actuador visto desde el interior del circuito eléctrico.
asamblea.
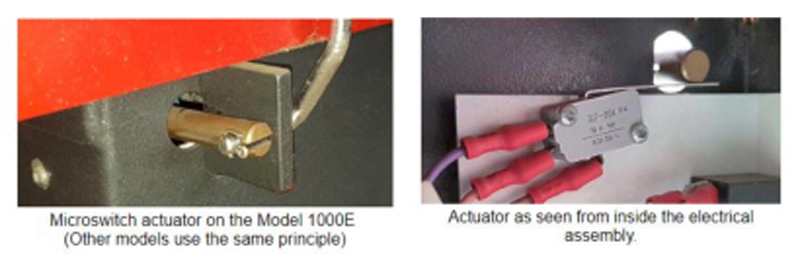
Tire de la manija hacia afuera y hacia adentro. Debería poder escuchar el microinterruptor haciendo clic en ENCENDIDO y APAGADO (siempre que no haya demasiado ruido de fondo).
Si el interruptor no hace clic en ENCENDIDO y APAGADO, gire la viga de flexión hacia arriba para que se pueda observar el actuador de latón.Gire la viga de flexión hacia arriba y hacia abajo.El actuador debe girar en respuesta a la viga de flexión (hasta que se agarra en sus topes). Si no lo hace, es posible que necesite más fuerza de agarre.En el 1250E, la falta de fuerza de embrague generalmente se relaciona con que los dos tornillos de cabeza hueca M8 en cualquiera de los extremos del eje del actuador no están apretados.Si el actuador gira y embraga bien, pero aún no hace clic en el microinterruptor, es posible que deba ajustarse.Para hacer esto, primero desconecte la máquina de la toma de corriente y luego retire el panel de acceso eléctrico.
a) En el modelo 1250E, el punto de encendido se puede ajustar girando un tornillo que pasa a través del actuador.El tornillo debe ajustarse de manera que el interruptor haga clic cuando el borde inferior de la viga de flexión se haya movido unos 4 mm.(En los modelos 650E y 1000E, el ajuste sensato se logra doblando el brazo del microinterruptor).
b) Si el microinterruptor no hace clic en ENCENDIDO y APAGADO a pesar de que el actuador funciona correctamente, es posible que el interruptor en sí tenga un fusible en el interior y sea necesario reemplazarlo.
Asegúrese de que la máquina esté desenchufada de la toma de corriente antes de intentar realizar reparaciones internas.
Microinterruptor V3Un interruptor V3 de reemplazo adecuado:
Número de pieza RS: 472-8235
Clasificación actual: 16 amperios
Voltaje nominal: 250 voltios CA
Tipo de palanca: larga

c) Si su máquina está equipada con un interruptor auxiliar, asegúrese de que esté en la posición "NORMAL".(La sujeción de luz Oaly estará disponible si el interruptor está en la posición "AUX CLAMP")
Si la sujeción está bien pero las barras de sujeción no se liberan cuando la máquina se apaga:
Esto indica una falla del circuito de desmagnetización de pulso inverso.La causa más probable sería una resistencia de potencia de 6,8 ohmios quemada.Compruebe también todos los diodos y también la posibilidad de pegar contactos en el relé.
Asegúrese de que la máquina esté desenchufada del tomacorriente antes de intentar reparaciones internas.
Resistencia bobinadaUna resistencia de repuesto adecuada:
Elemento 14 n.° de pieza 145 7941
6,8 ohmios, potencia nominal de 10 vatios,
Costo típico S1.00

Si la máquina no dobla la hoja de calibre grueso:
a) Verifique que el trabajo esté dentro de las especificaciones de la máquina.En particular, tenga en cuenta que para una flexión de 1,6 mm (calibre 16), la barra de extensión debe instalarse en la viga de flexión y que el ancho mínimo del labio es de 30 mm.Esto significa que al menos 30 mm de material deben sobresalir del borde de flexión de la barra de sujeción.(Esto se aplica tanto al aluminio como al vidrio).
Labios más angostos son posibles si la curvatura no es del largo total de la máquina.
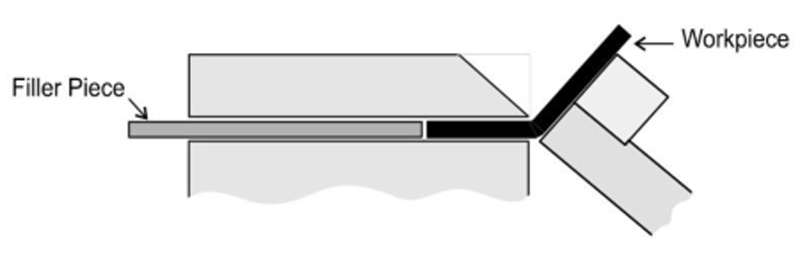
b) Además, si la pieza de trabajo no llena el espacio debajo de la barra de sujeción, el rendimiento puede verse afectado.Para obtener los mejores resultados, llene siempre el espacio debajo de la barra de sujeción con un trozo de acero del mismo grosor que la pieza de trabajo.(Para una mejor sujeción magnética, la pieza de relleno debe ser de acero incluso si la pieza de trabajo no es de acero)
Este también es el mejor método para usar si se requiere hacer un labio muy estrecho en la pieza de trabajo.