BISAGRA SIN CENTRO MAGNABEND
Después de muchas solicitudes, ahora estoy agregando dibujos detallados de las bisagras sin centros Magnabend a este sitio web.
Sin embargo, tenga en cuenta que estas bisagras son demasiado difíciles de fabricar para una máquina única.
Las partes principales de la bisagra requieren una fundición precisa (por ejemplo, mediante el proceso de inversión) o mecanizado mediante métodos NC.
Los aficionados probablemente no deberían intentar hacer esta bisagra.
Sin embargo, los fabricantes pueden encontrar estos dibujos muy útiles.
(Un estilo alternativo de bisagra que es menos difícil de hacer es el ESTILO PANTÓGRAFO. Ver esta sección y este video).
La BISAGRA COMPUESTA SIN CENTRO Magnabend fue inventada por el Sr. Geoff Fenton y fue patentada en muchos países.(Las patentes ya han expirado).
El diseño de estas bisagras permite que la máquina Magnabend sea completamente abierta.
La viga de flexión pivota alrededor de un eje virtual, generalmente ligeramente por encima de la superficie de trabajo de la máquina, y la viga puede girar 180 grados completos.
En los dibujos e imágenes a continuación, solo se muestra un conjunto de bisagra única.Sin embargo, para definir un eje de bisagra, se deben instalar al menos 2 conjuntos de bisagra.
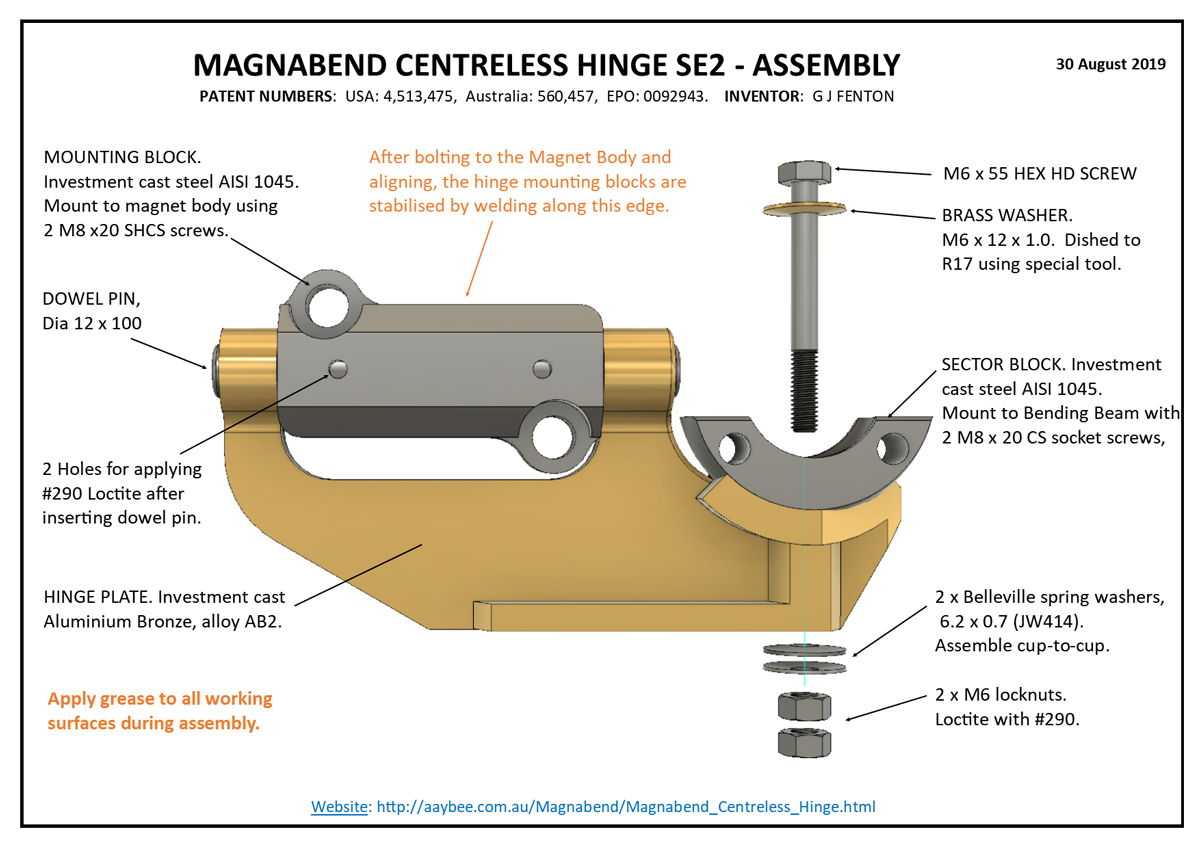
Ensamblaje de bisagra e identificación de piezas (viga de flexión a 180 grados):
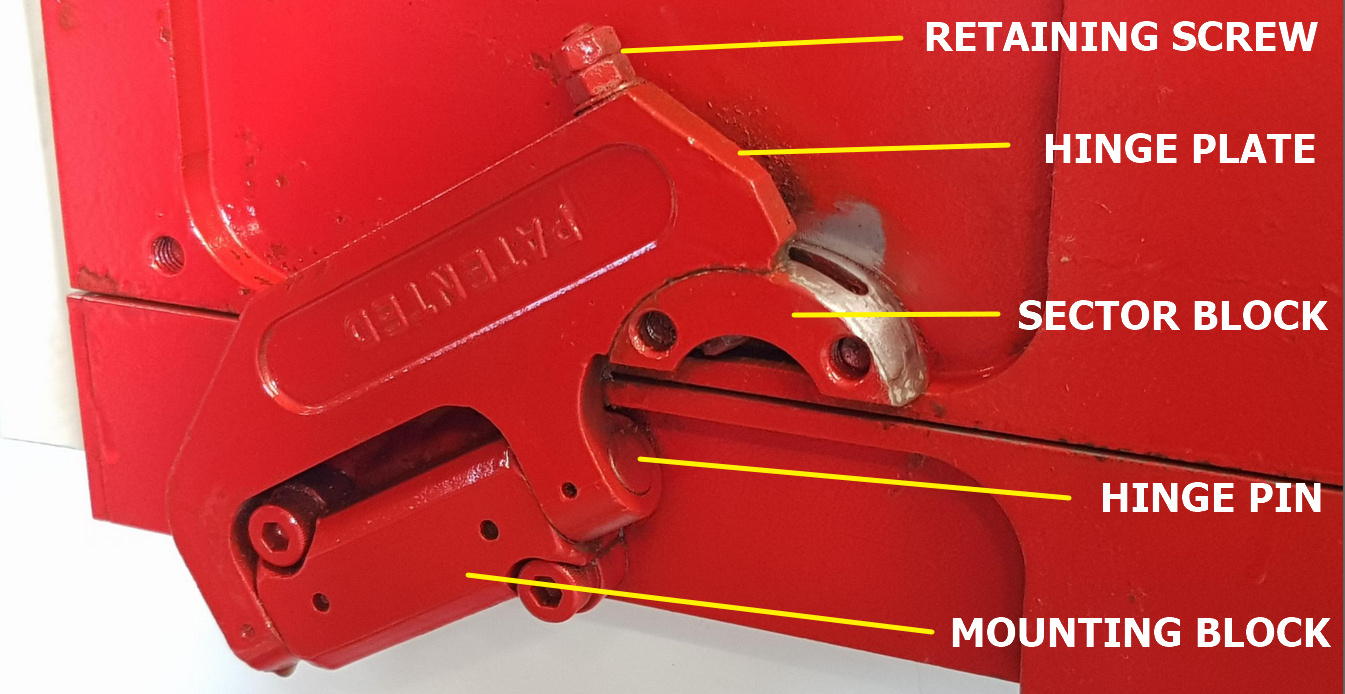
Bisagra con viga de flexión en posición de aproximadamente 90 grados:

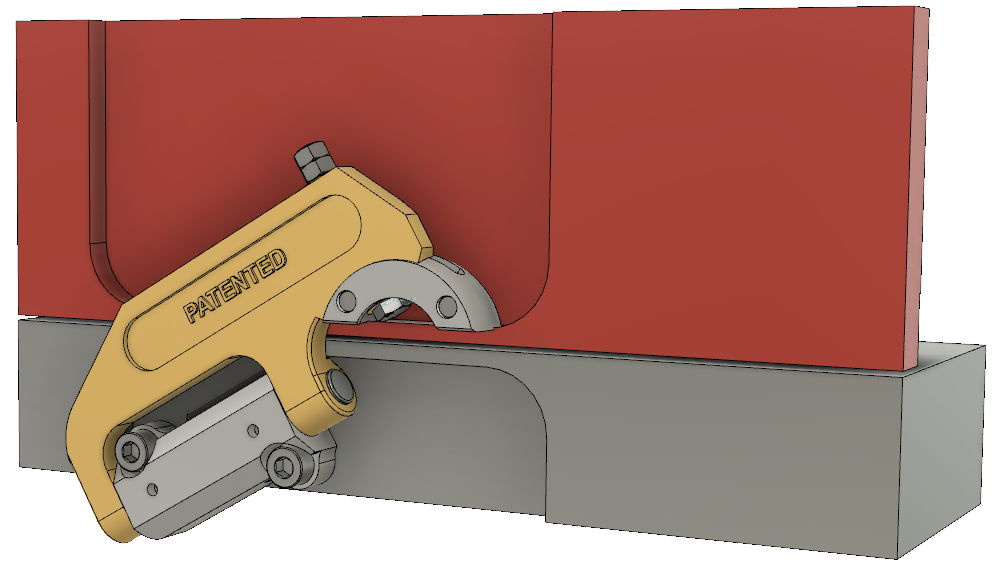
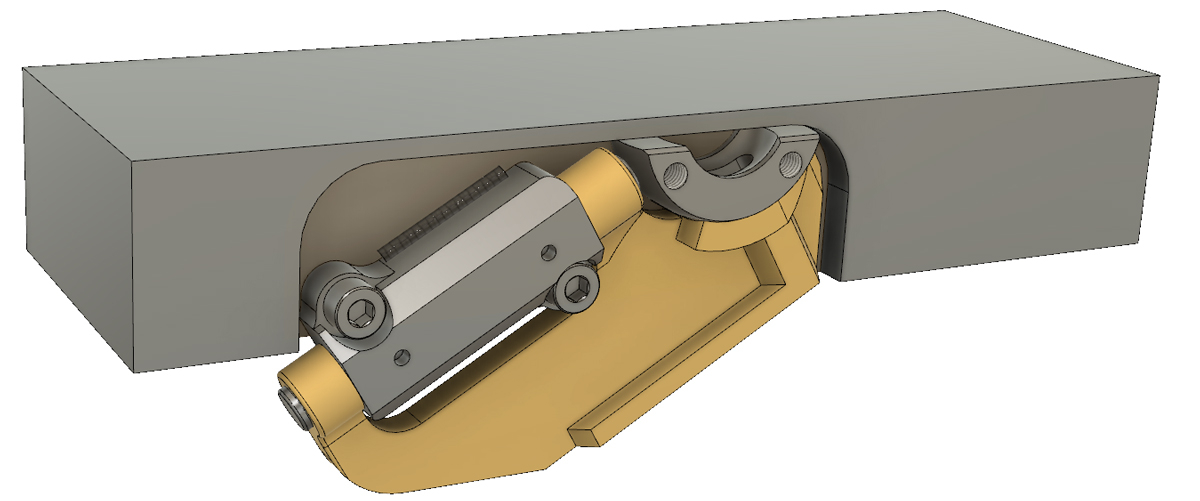
Conjunto de bisagra montada -Modelos 3D:
El siguiente diagrama está tomado de un modelo tridimensional de la bisagra.
Al hacer clic en el siguiente archivo "STEP": Mounted Hinge Model.step, podrá ver el modelo 3D.
(Las siguientes aplicaciones abrirán archivos .step: AutoCAD, Solidworks, Fusion360, IronCAD o en un "visor" para esas aplicaciones).
Con el modelo 3D abierto, puede mirar las partes desde cualquier ángulo, hacer zoom para ver los detalles o hacer que algunas partes desaparezcan para poder ver otras partes con mayor claridad.También se pueden realizar mediciones en cualquiera de las piezas.
Dimensiones para montar el conjunto de bisagra:
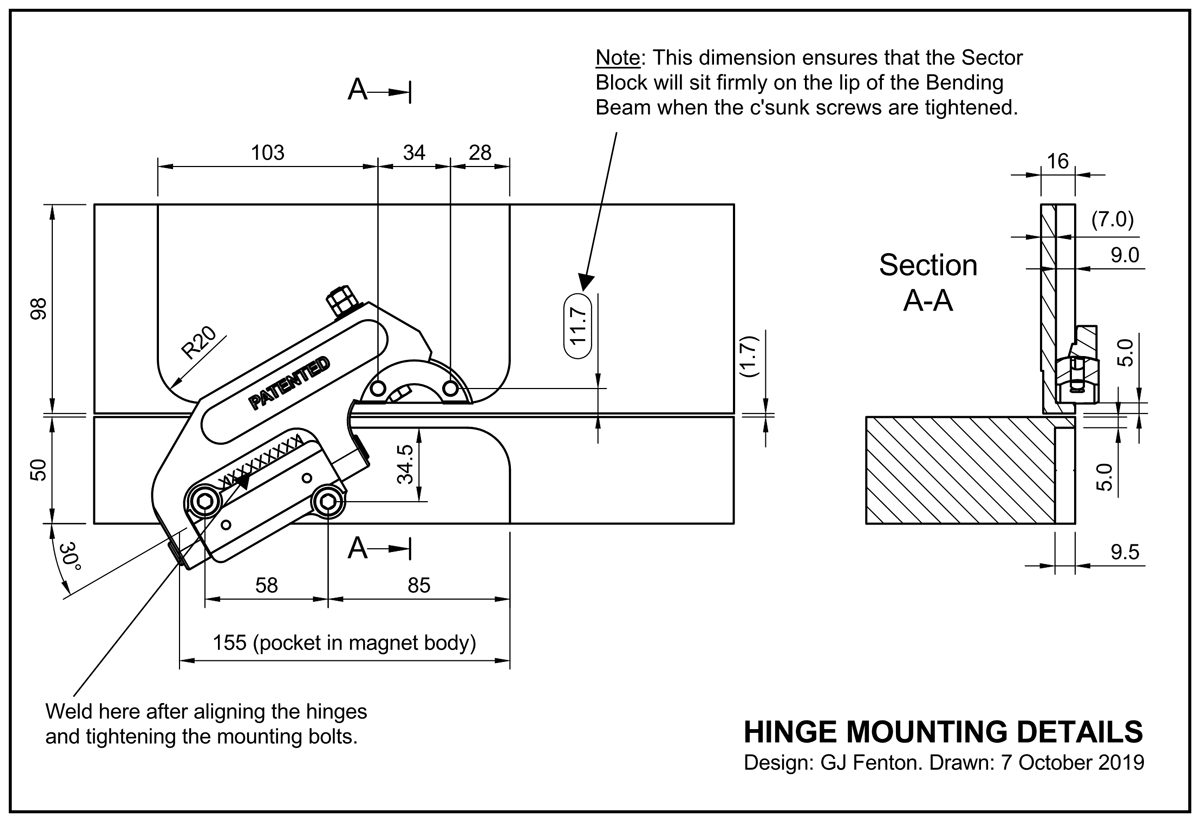
Montaje de bisagra:
Haga clic en el dibujo para una vista ampliada.Haga clic aquí para obtener un archivo pdf: Bisagra Asamblea.PDF
Dibujos detallados:
Los archivos de modelo 3D (archivos STEP) que se incluyen a continuación se pueden utilizar para la impresión 3D o para la fabricación asistida por computadora (CAM).
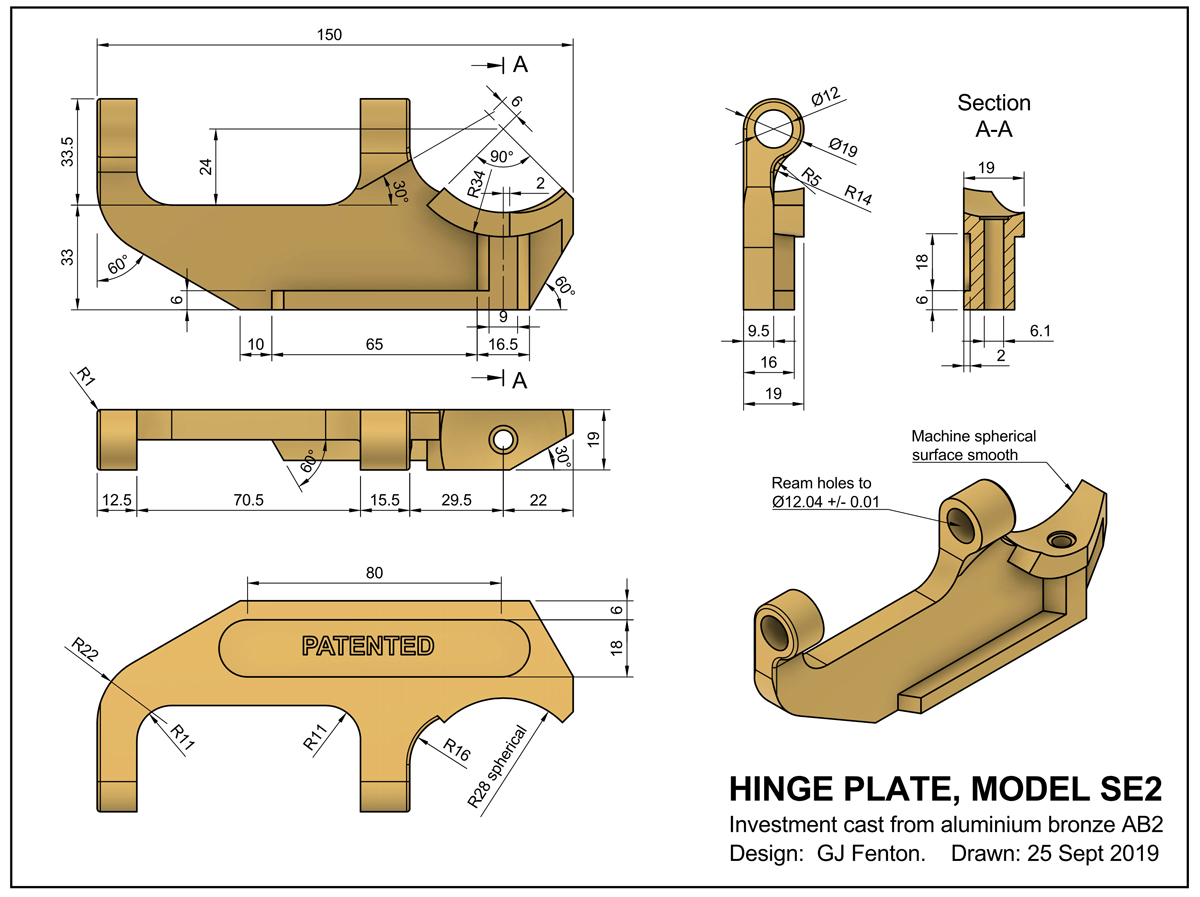
1. Placa de bisagra:
Haga clic en el dibujo para una vista ampliada.Haga clic aquí para obtener un archivo pdf: Placa de bisagra.PDF.Modelo 3D: Bisagra Plate.step
2. Bloque de montaje:
Haga clic en el dibujo para agrandar.Haga clic aquí para obtener un archivo pdf: Mounting_Block-welded.PDF, modelo 3D: MountingBlock.step
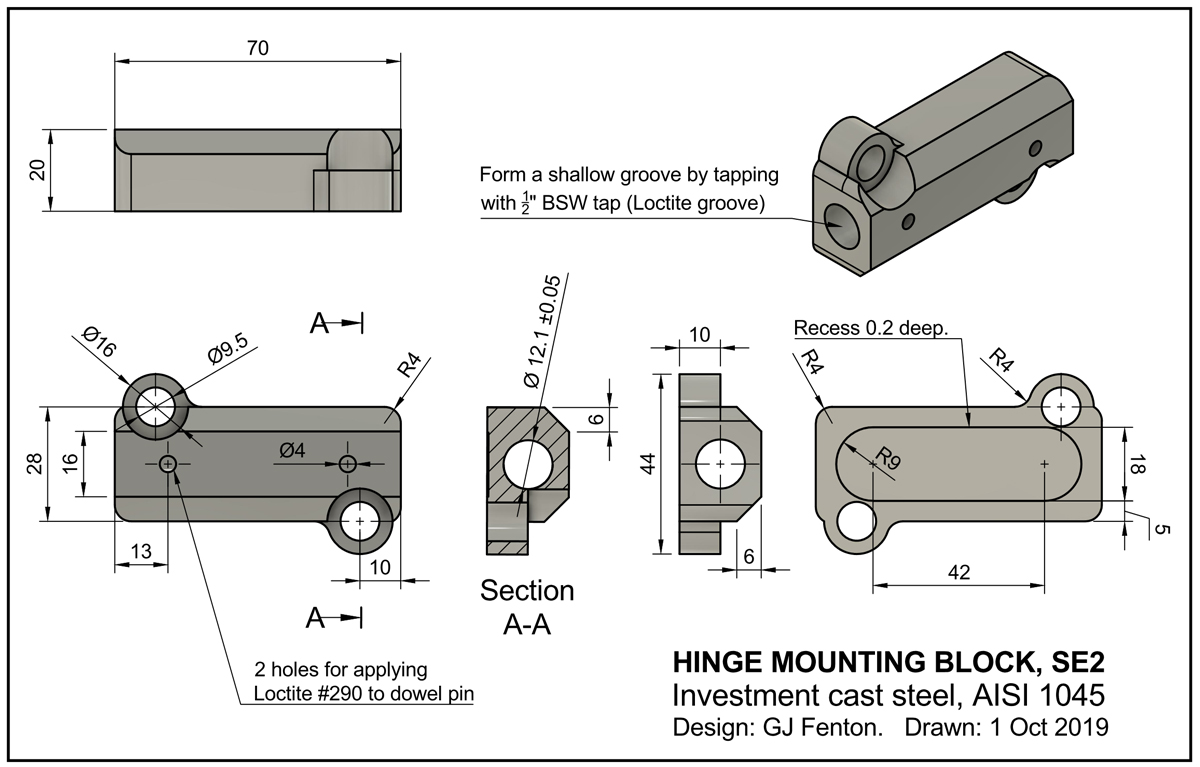
El material del bloque de montaje es AISI-1045.Este acero con alto contenido de carbono se elige por su alta resistencia y resistencia al desgarro alrededor del orificio del pasador de la bisagra.
Tenga en cuenta que este bloque de montaje de bisagra está diseñado para estabilizarse mediante soldadura al cuerpo del imán después de la alineación final.
También tenga en cuenta la especificación de una rosca poco profunda dentro del orificio para el pasador de la bisagra.Esta rosca proporciona un canal para la absorción de Loctite que se aplica durante el montaje de la bisagra.(Los pasadores de las bisagras tienen una fuerte tendencia a fallar a menos que estén bien trabados).
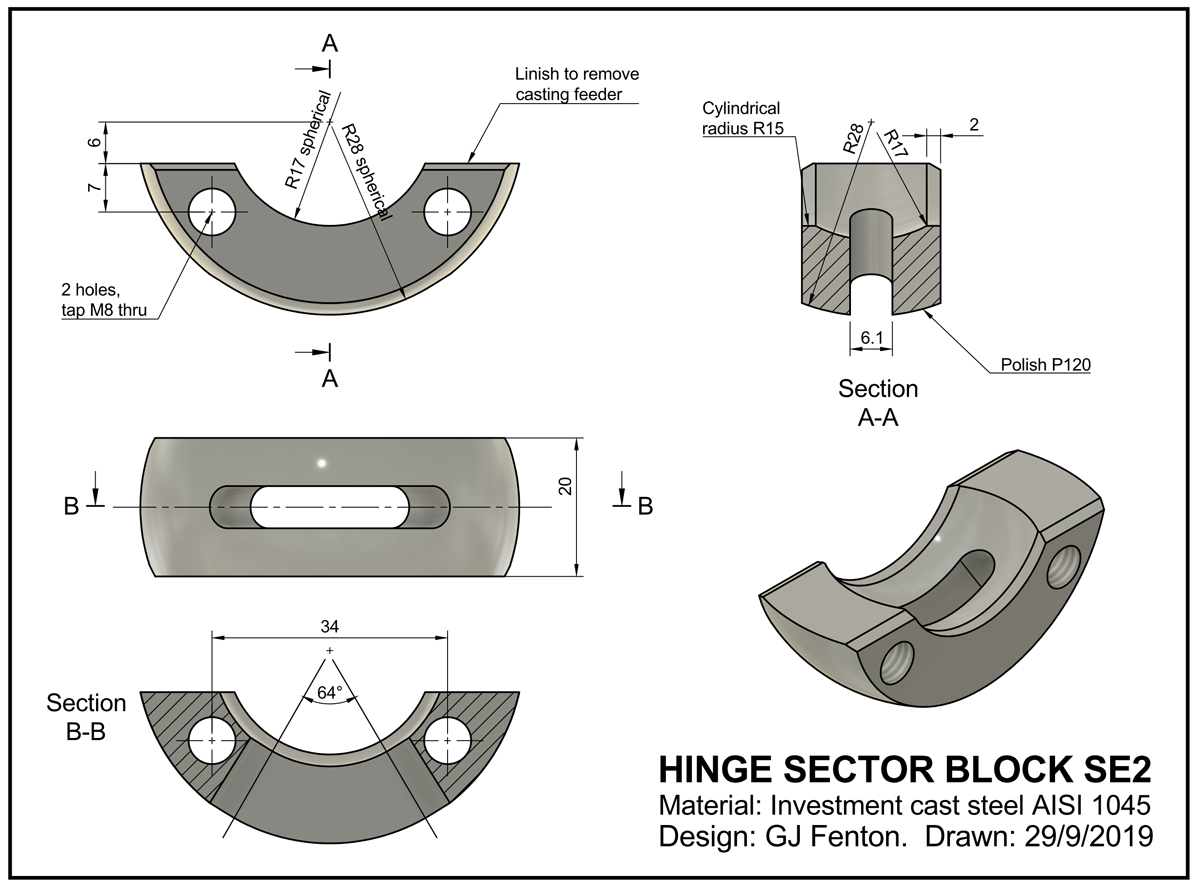
3. Sector Bloque:
Haga clic en el dibujo para una vista ampliada.Haga clic aquí para obtener un archivo pdf: Sector Block.PDF, archivo CAD 3D: SectorBlock.step
4. Pasador de bisagra:
Espiga de acero de precisión templada y rectificada.

Diámetro 12,0 mm
Longitud: 100 mm
BISAGRAS ATORNILLADAS
En los dibujos y modelos anteriores, el ensamblaje de la bisagra está atornillado a la viga de flexión (a través de los tornillos en el bloque de sector), pero la unión al cuerpo del imán se basa en el atornillado Y la soldadura.
El conjunto de bisagra sería más conveniente de fabricar e instalar si no se requiriera soldadura.
Durante el desarrollo de la bisagra, nos dimos cuenta de que no podíamos obtener suficiente fricción solo con los pernos para garantizar que el bloque de montaje no se deslizaría cuando se aplicaran cargas localizadas elevadas.
Nota: Los vástagos de los pernos no evitan que el bloque de montaje se deslice porque los pernos se encuentran en orificios de gran tamaño.El espacio libre en los orificios es necesario para permitir el ajuste y las pequeñas imprecisiones en las posiciones.
Sin embargo, suministramos bisagras completamente atornilladas para una gama de máquinas Magnabend especializadas que fueron diseñadas para líneas de producción.
Para esas máquinas, las cargas de las bisagras eran moderadas y estaban bien definidas y, por lo tanto, las bisagras atornilladas funcionaban bien.
En el siguiente diagrama, el bloque de montaje (color azul) ha sido diseñado para aceptar cuatro pernos M8 (en lugar de dos pernos M8 más soldadura).
Este fue el diseño utilizado para las máquinas Magnabend de línea de producción.
(Fabricamos alrededor de 400 de esas máquinas especializadas de varias longitudes principalmente durante la década de 1990).
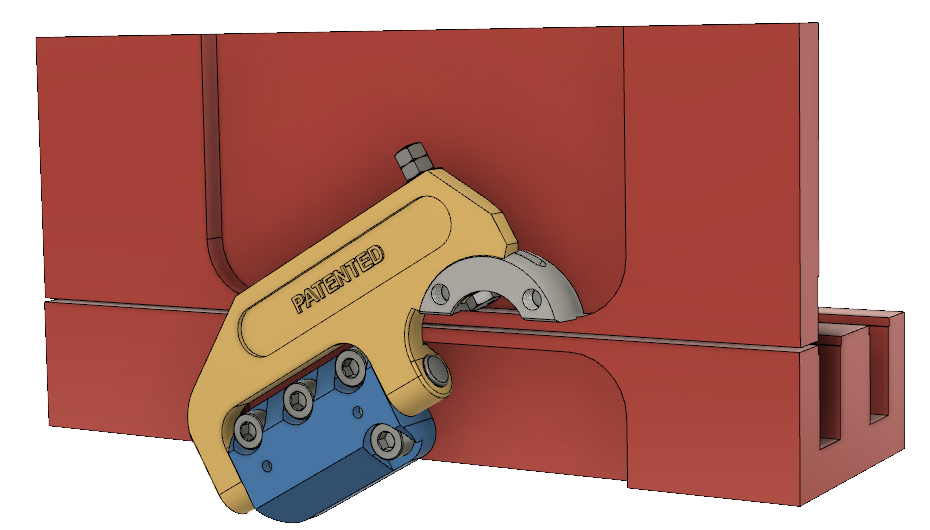
Tenga en cuenta que los dos pernos M8 superiores golpean el polo frontal del cuerpo del imán, que tiene un grosor de solo 7,5 mm en el área debajo del bolsillo de la bisagra.
Por lo tanto, estos tornillos no deben exceder los 16 mm de largo (9 mm en el bloque de montaje y 7 mm en el cuerpo del imán).
Si los tornillos fueran más largos, incidirían en la bobina Magnabend y si fueran más cortos, la longitud de la rosca sería inadecuada, lo que significa que las roscas podrían romperse cuando los tornillos se apretaran a la tensión recomendada (39 Nm).
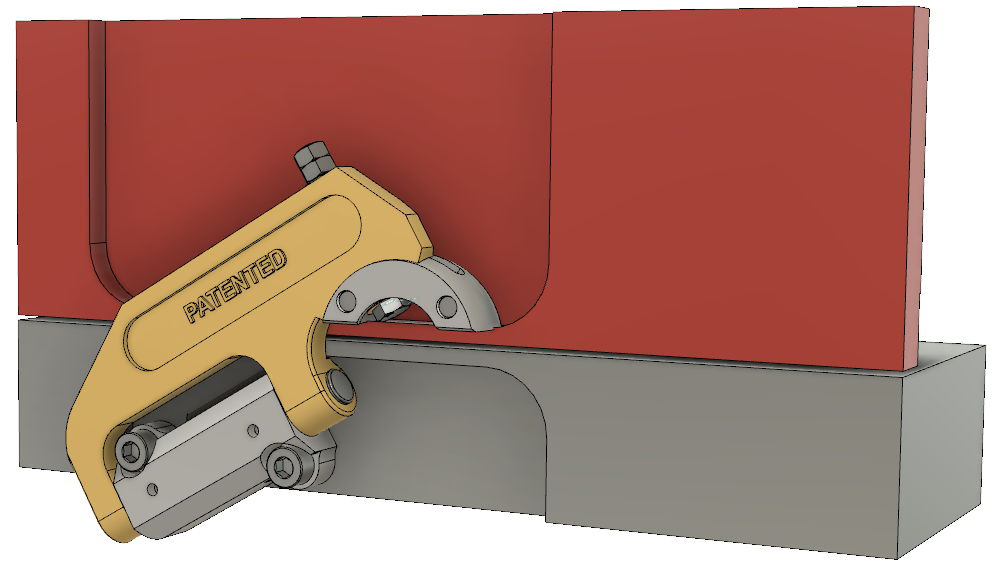
Bloque de montaje para pernos M10:
Hicimos algunas pruebas donde los orificios del bloque de montaje se ampliaron para aceptar pernos M10.Estos pernos más grandes se pueden apretar a una tensión más alta (77 Nm) y esto, combinado con el uso de Loctite #680 debajo del bloque de montaje, dio como resultado una fricción más que suficiente para evitar el deslizamiento del bloque de montaje para una máquina Magnabend estándar (clasificada para doblarse hasta acero de 1,6 mm).
Sin embargo, este diseño necesita algún refinamiento y más pruebas.
El siguiente diagrama muestra la bisagra montada en el cuerpo del imán con 3 pernos M10:
Si algún fabricante desea obtener más detalles sobre una bisagra completamente atornillada, comuníquese conmigo.